关键词 |
定制氧化线,氧化线工作原理,河北氧化线,销售氧化线 |
面向地区 |
全国 |
环形电镀线的优点:
1.自动化程度高,,缓减劳动强度,操作人员少;
2.垂直升降杠杆,镀槽体积利用率高;
3.工空时间短,工件运行稳定,每臂时间约20~100s;
4.适用于的涂层标准.大批量.电镀轻型脚踏环形电镀生产线(俗称吊鱼型)形状单一,工艺成熟,价格便宜.轻型.易检修.产量也很高,很有市场。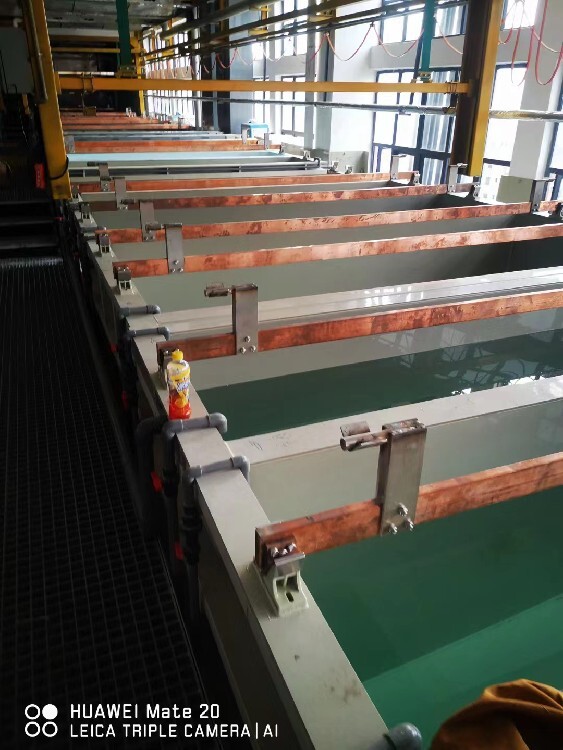
锌镀层对铀及铀合金提供了牺牲阳极的电化学保护。经铬酸盐钝化的Ni+Zn镀层,对铀及铀合金呈现出物理保护和牺牲阳极保护。Zn-Ni合金镀层尽管自身耐蚀性很好,电镀流水线能对铀及铀合金提供物理屏障及牺牲阳极的双重保护作用,但存在镀层致密性和钝化问题以致其对铀及铀合金的防护能力不及Ni+Zn双重镀层。
电镀电流效率的概念在生产实践中具有非常重要的意义。 提高电流效率可以节省电力。 各种电镀工艺的电流效率差异很大。 在满足产品技术要求的情况下,应选择电镀工艺以节省生产成本。 如采用高速镀铬工艺,其节能效果相当明显,同时节省了风机功率并减少了废气排放。减少生产过程中的能耗是许多电镀公司应注意的问题。 电镀企业只要实行科学管理,综合考虑电镀流水线和工艺的选择,并严格控制工艺和运行,就可以完全实现节能,降低电镀成本。 因此,我们需要更好地使用电镀设备,以使其达到更好的节能效果。
半自动电镀生产线适用于针对精密电子、小五金件的成批生产及大量生产,产值大,经济效益好。该电镀生产线是在生产线上设导轨,行车在导轨上运行从而输送控件在镀槽中进行加工,工人手控行车电钮进行操作,半自动电镀生产线在设计时已经计算好行车及挂钩的运行速度、工件数量及面积、生产节拍以及工艺参数,因此生产的产品质量稳定,一致性好,产量大,设计负荷系数达85%以上!半自动线由于变通性强,而又有较率和产能,因此是当前国内电镀生产线中的主流设备。
环形垂直升降式电镀线与普通的电镀线结构上有着很大的不同,工件的横移和升降不再是针对单一的槽进行,而是整条线的挂具和工件同时动作,单槽的工件在上升,横移,下降后进入下一个槽,镀槽和多位的药水槽的工件则在槽内作连续移动,不作升降。工件的横移是通过马达带动链条,链条拖动轨道来实现的,工件的升降也是通过马达带动链条,链条带动升降平台,托住滑动器,吊臂,挂具和工件来作上下运动的,所有的动作和安全防护都有感应器控制,通过一定的设置,可以实现工件多套程序,空中滴水,跳槽,下降到高位等特殊要求。
挂镀适用于一般尺寸的制品,为电镀生产中Z常用的一种方式。电镀时,将工件悬挂于用导电性能良好的材料制成的挂具上,然后浸没于欲镀金属的电镀溶液中作为阴极,在两边适当的距离放置阳极,通电后使金属离子在零件表面沉积。适合于各类零件的电镀;电镀时单件电流密度较高且不会随时间而变化,槽电压低,镀液温升慢,带出量小,镀件的均匀性好;但生产率低,设备和辅助用具维修量大。
环型电镀生产线的工艺槽典型排列方式呈U形,由许多宽度基本相同而长度不同的固定槽、推动挂具水平前进和升降的机械装置、自动控制仪器等组成。挂具带着镀件按节拍有规律地进行下降、延时、上升、前进等动作,它可以自动联合完成包括除油、酸洗、清洗、电镀等数十道工序。全自动环型电镀生产线自动化程度高,,减轻劳动强度,操作人员少,外形美观;杠杆式垂直升降,镀槽容量利用率高;机械动作简单,设备维修费低;露空时间短,工件运行平稳,每臂时间约2-100s;设备运转速度可调,并设有缓冲装置,使镀件夹持稳定;运转周期短;适用于镀层质量要求高、大批量、形状单一、工艺成熟的电镀。
塑料电镀生产线,广泛应用于汽车装饰件、手机装饰件和标牌等行业,随着工程塑料应用的扩大,塑料电镀的范围也在扩大,主要适用于ABS、PC塑料产品的电镀处理。在塑料基本表面采用特定的处理方法获得一层金属层,使之兼有塑料盒金属二者的优点,既塑料金属化,然后进行常规电镀。金属化的塑料克服了塑料本身的许多缺陷,具有良好的耐溶剂性、耐蚀性、耐磨性、耐光照性、导热性能、具有金属外观性好,镀层硬度等特点。
直线式龙门电镀生产线的特征采用了龙门吊车来吊运电镀零件(带挂具的极杆或滚镀用滚筒)。电镀用的各种槽子平行布置成一条直线或多条直线,吊车沿轨道作直线运动,利用吊车上的一对或两对升降吊钩来吊运,使自动线按要求程序完成加工任务。龙门吊车刚性好、吊重大、运行平稳,适用于各种尺寸的镀槽吊运工件,对于镀槽长度较大的自动线,可采用这种型式的车体结构。运行轨道安装在槽体的两边,具有减缓轨道和运行的腐蚀以及电气传感故障检查方便的优点;使用大型镀槽的自动线电脑控制,具有生产过程参数自动记忆、储存,可供品质检查追溯的功能;可配有振动摇摆;空气搅拌;PLC自动控制,运行;可配备的过滤机,镀层;也可配上整流机,电镀的稳定。