关键词 |
COGSDILL滚压刀,德国滚压刀,YAMATO挤压刀,WENAROLL挤压刀 |
面向地区 |
全国 |
WENAROLL滚光刀工作参数
1、加工材质:热轧管或者冷轧管;
2、加工直径:38-440mm;
3、切削速度:250-300米/分钟;
4、大加工余量:ø10mm;
5、进给量:3-6mm/转。
渭柏WENAROLL滚光刀特点:
5)滚光后表面更坚硬更耐磨;
6)非切削加工,噪音低;
7)刀具简单,无多余成本;
8)几乎无需冷却,可与各种冷却系统配套使用;
9)适应非常快且可以安全生产;
WENAROLL滚光刀使用效率:
10)非常高的承重比率 (达到 90 %);
11)与磨削,珩磨或研磨相比,非常经济;
12)可以放置在各种传统和数控机床上使用;
13)表面硬化介于 5 % - 10 %;
14)处理时间短;
15)使用寿命长。
德国韦纳WENAROLL深度滚压给工件保留残余压缩
1.一次设定即可完成加工。
2.适用于普通机床及数控机床。
3.适用于各种形状的工件。
4.预防及减少应力裂纹的产生及扩大。
5.显著提高工件的抗疲劳强度和使用寿命。
3 | 15
德国WENAROLL韦纳滚光刀中国代理-陕西渭柏精密机械有限公司
WENAROLL滚光技术-技术要求:
现代化的生产对于无可挑剔的工件表面的需求不断增加。 对于更好的表面粗糙度以及更高的接触比例的稳定提高的要求对于工具开发来说是一个越来越困难的任务。而且,这个过程需要尽可能便宜和快速。滚筒抛光可以实现以前只有珩磨等慢速和污染过程才能实现的结果。此外,滚光还具有其他不明显的优点。
WENAROLL滚光-革命性光洁表面途径:
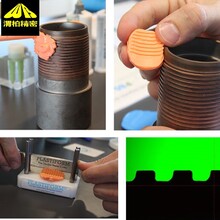
整个过程的成功至关重要的参数,如辊力和工具或工件的圆周速度。如果仔细看看这个过程,可能会得到这样的印象:工件表面上的尖峰只是被压平这是一种误解。工件转动是成功滚光过程的关键。接触区的压应力足以超过材料的屈服强度-塑性变形是结果。这迫使表面上的尖刺垂直于表面向下推,并引起材料流动,将材料提升到开放点。图1将为您提供一个想法,该过程如何在微观范围内运行,并可帮助您了解终结果将因处理速度和滚筒力而异。根据使用的材料和所需的表面粗糙度,处理速度可能会有很大差异。图2和图3显示了滚筒抛光之前和之后的圆柱形工件,其表面粗糙度。
WENAROLL滚光技术的优点:
加工余量应等于抛光前工件的粗糙度。剩余的表面粗糙度将几乎消失,尺寸会相应缩小/增大。滚光之前的表面粗糙度通常在Rz=5μm-50μm左右结果高度依赖于以前产生的表面粗糙度,因此您应该找到一个足够快的处理时间来生成可以磨光的表面。不要浪费时间来生产易于通过抛光工艺实现的表面。图2将给你留下磨光后剩余表面粗糙度的印象。很明显,表面质量有了很大的改善,只有很小的缺陷。 这些瑕疵在大多数应用中是必要的,否则所得到的表面太光滑而不能形成油膜。

全国WENAROLL滚光刀热销信息