产品别名 |
切削液 |
面向地区 |
全国 |
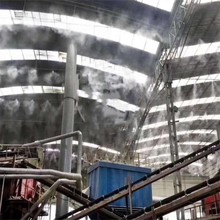
切削液(cuttingfluid,coolant)是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的
历史人类使用切削液的历史可以追溯到远古时代。人们在磨制石器、铜器和铁器时,就知道浇水可以提率和质量。在古罗马时代,车削活塞泵的铸件时就使用橄榄油,16世纪使用牛脂和水溶剂来抛光金属盔甲。从1775年英国的约翰·威尔金森(J.Wilkinson)为了加工瓦特蒸汽机的汽缸而研制成功镗床开始,伴随出现了水和油在金属切削加工中的应用。到1860年经历了漫长发展后,车、铣、刨、磨、齿轮加工和螺纹加工等各种机床相继出现,也标志着切削液开始较大规模的应用。
除了以上4种作用外,所使用的切削液应具备良好的稳定性,在贮存和使用中不产生沉淀或分层、析油、析皂和老化等现象。对细菌和霉菌有一定抵抗能力,不易长霉及生物降解而导致发臭、变质。不损坏涂漆零件,对人体无危害,无刺激性气味。在使用过程中无烟、雾或少烟雾。便于回收,低污染,排放的废液处理简便,经处理后能达到国家规定的工业污水排放标准等。检测项目
切削油的主要质量控制指标有粘度、闪点、倾点、脂肪含量、硫含量、氯含量、铜片腐蚀、水分、机械杂质、四球试验等。关于测定方法可参考有关的试验方法标准,在此仅对部分项目给予简单说明。
脂肪含量脂肪是切削油中的油性添加剂,是划分切削油类别的一个重要指标。脂肪在切削油中可起到降低摩擦系数、减少刀具磨损的作用(对防止后刀面的磨损尤为有效)。加有较多脂肪的切削油特别适合于有色金属加工以及切削量不大但产品精度及光洁度要求高的场合(如精车丝杠)。一般可用皂化值来大致判定其脂肪含量。切削油中脂肪含量过高或其质量控制不当,容易在机器上形成粘性物质造成机件运动不灵活,严重时会变成漆膜即所谓“穿黄袍”。
氯含量切削油中氯主要来自含氯的极压剂。氯需要在较高含量(大于1%)时,方可显现出有效的极压作用。如果氯含量不足1%,可以认为它不是为了提高润滑性。一般含氯极压切削油其氯含量都在4%以上,高时可达30%~40%。但出于职业卫生及环保方面的考虑,有些国家已对切削油中氯的高含量做了规定,如日本的JIS规定氯含量不得超过15%。氯对不锈钢的加工以及在拉拔成型加工中都非常有效。其缺点是不够稳定,遇水或温度过高时会分解产生HCl引起腐蚀、生锈。
最近来访记录